
 EN
EN  English
English русский
русский 한국어
한국어 عربى
عربى Türk
Türk
Home / News / Self-Clinching Fasteners: How They Work, Which Type to Use, and How to Specify Them Right



We welcome you to contact us, STEADY not only your reliable supplier, but also your turstworthy business partner.
 +(86)-133 8863 9264
+(86)-133 8863 9264

Apr 01,2026
Content
Self-clinching fasteners are precision-engineered hardware components — nuts, studs, standoffs, pins, and cable tie mounts — that are permanently installed into thin metal sheets by squeezing them into a pre-punched hole using a punch press, arbor press, or hydraulic insertion tool. Unlike welded fasteners that require heat, or adhesive-bonded inserts that rely on chemical bonding, self-clinching fasteners anchor themselves mechanically through a cold-forming process: the fastener's serrated or knurled clinching ring displaces material from the sheet into a specially designed undercut groove as pressure is applied, creating a permanent, flush-mounted joint that cannot be rotated or pushed back out of the panel.
The physics of self-clinching installation is worth understanding because it explains why the process requirements are non-negotiable. When insertion pressure is applied, the fastener's hardened clinching anvil enters the punched hole, and the shank geometry displaces the softer sheet material outward and then inward into the undercut groove beneath the clinching ring. This displaced metal mechanically locks around the undercut, creating a joint whose push-out load is determined by the shear strength of the displaced metal column. The panel material must be softer than the fastener material — typically by at least Rockwell B 20 — to allow this plastic deformation to occur cleanly without rebounding or failing to fill the undercut.
The result is a fastener that becomes a permanent part of the sheet metal panel, flush with or slightly proud of one surface, providing a high-quality threaded or unthreaded connection point that can be used with any standard mating fastener. Self-clinching technology was developed and patented by Penn Engineering (PEM brand) in the 1940s and has since become a global standard installation method for sheet metal assemblies across electronics, telecommunications, automotive, aerospace, and industrial equipment manufacturing, with dozens of manufacturers producing compatible product lines under brand names including Sherex, Wurth, Optimas, and Bollhoff.
The self-clinching fastener family covers a wide range of functional types, each designed to solve a specific mechanical need in sheet metal assemblies. Selecting the correct type before specifying thread size or material saves significant rework and ensures the installed fastener actually performs its intended function in the assembled product.
Self-clinching nuts — also called clinch nuts or PEM nuts — are the most widely used type. They install flush into a panel from one side and provide a threaded hole for a mating bolt or machine screw from either side. The installed nut presents a clean, flush or slightly raised surface that is fully compatible with standard metric and unified thread bolts. Clinch nuts are available in standard thread pitch, fine thread, and metric ISO threads from M2 through M12, covering the full range of fastener sizes used in sheet metal enclosures, brackets, and structural panels. They are used wherever thin sheet metal does not provide enough material thickness for a reliable tapped thread, which in practice means virtually any steel sheet under 3mm and any aluminum sheet under 5mm.
Self-clinching studs install permanently into a panel with a threaded stud projecting from the installation face, providing a fixed threaded post that accepts a nut on the other side. They eliminate the need to hold a bolt stationary while tightening a nut on the opposite face — the stud is fixed to the panel and cannot rotate, so assembly requires only a nut and wrench on one side. Clinch studs are used for component mounting in electronics enclosures, for attaching panels to chassis frames, and for any assembly where a permanent external thread is needed in a location where the back of the panel is inaccessible during final assembly. They are available in full-thread and partial-thread variants and in lengths from 4mm to 50mm for most common thread sizes.
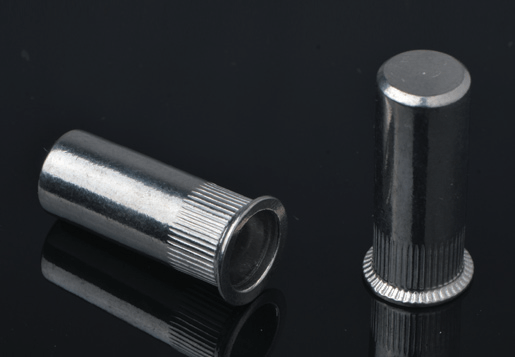
Self-clinching standoffs are hollow threaded or unthreaded cylindrical spacers that install permanently into a panel and provide a defined, fixed separation between the panel and a second component — typically a printed circuit board, a cover plate, or a stacked chassis panel. They are essential in electronics assembly for PCB mounting, where maintaining a precise and consistent gap between the board and the metal chassis prevents short circuits, allows airflow for cooling, and provides the structural support that prevents PCB flexure during assembly and vibration in service. Clinch standoffs are available in both male (external thread) and female (internal thread) configurations, allowing the second component to be attached with either a nut or a screw depending on the assembly access requirements.
Beyond the core nut, stud, and standoff types, the self-clinching family includes floating nut plates (which allow limited lateral movement to accommodate hole misalignment during assembly), locking pins for alignment and pivoting applications, right-angle brackets for mounting components perpendicular to the panel plane, cable tie mounts permanently anchored in the panel for clean wire routing, and self-clinching access hardware including captive screws and quarter-turn fasteners for removable panel applications. Each specialty type solves a specific assembly challenge with the same fundamental benefit as the basic types — permanent, high-strength installation in thin sheet metal from one side only, with no welding, no adhesive, and no post-installation finishing required.
The fundamental requirement for successful self-clinching installation is that the fastener must be significantly harder than the parent sheet material. The clinching action depends entirely on the sheet material flowing plastically into the fastener's undercut groove — if the sheet material is too hard to deform, the installation process crushes or fractures the panel around the hole rather than producing a clean mechanical lock. Most specifications require the fastener to be at least Rockwell B 20 harder than the sheet, which in practice limits compatible sheet materials to mild steel (up to approximately HRB 80), aluminum alloys, and copper-based sheet metals.
Self-clinching into hardened steel, stainless steel sheet above 300 series, or other hard metals is either not possible or produces installations with dramatically reduced performance compared to the rated values. For applications requiring fasteners in harder sheet materials, alternative technologies — weld nuts, blind rivet nuts, or adhesive-bonded inserts — must be used instead. This is one of the most common specification errors encountered when engineers adopt self-clinching fasteners for the first time: applying them to stainless steel enclosures without verifying sheet hardness against fastener hardness requirements.
| Sheet Material | Typical Hardness | Compatible Fastener Materials | Self-Clinching Suitable? |
|---|---|---|---|
| Mild / Low-Carbon Steel (CR, HR) | HRB 40–80 | Carbon steel, stainless steel | Yes — ideal |
| Aluminum Alloy (1xxx, 3xxx, 5xxx, 6061) | HRB 25–65 | Carbon steel, stainless steel, aluminum (special) | Yes — with correct fastener grade |
| Copper / Brass Sheet | HRB 30–70 | Stainless steel, steel | Yes — with adequate hardness differential |
| Austenitic Stainless Steel (304, 316) | HRB 75–95 | Hardened steel only | Marginal — verify hardness; consider alternatives |
| Hardened / High-Strength Steel | HRC 25+ | None practical | No — use weld nuts or blind rivet nuts |
For aluminum sheet assemblies, standard steel self-clinching fasteners install correctly and provide high pull-out loads because the hardness differential between hardened steel fasteners and soft aluminum alloys is more than adequate. The galvanic compatibility question is separate from the installation compatibility question — a steel clinch nut installed in an aluminum panel will hold reliably but may cause galvanic corrosion at the interface in humid or wet service environments. For aluminum panels in corrosive environments, specify stainless steel self-clinching fasteners or aluminum self-clinching fasteners where available, and verify that the aluminum rivnut-specific products designed for aluminum installation (which use a softer fastener body to maintain hardness differential) are used for the sheet alloy grade specified.

Every self-clinching fastener has a minimum sheet thickness below which the clinching action cannot produce a reliable mechanical lock, and a recommended sheet thickness at which performance is optimized. These limits are not guidelines — installing a self-clinching fastener into sheet thinner than its minimum will produce an installation that looks complete but has dramatically reduced pull-out and push-out load capacity, typically failing at a fraction of the rated performance.
Minimum sheet thickness for self-clinching nuts in steel is typically 0.5–0.8mm for M2–M3 thread sizes, increasing to 1.2–1.6mm for M6–M8 sizes. The minimum thickness is driven by the volume of material that must plastically flow into the undercut groove to achieve the rated pull-out load — too thin a sheet and there is simply not enough material to fill the undercut adequately. Maximum sheet thickness is also specified, above which the fastener body does not protrude far enough through the sheet to engage the clinching anvil correctly. The grip range concept from blind rivet nuts has an equivalent in self-clinching: each product is designed for a defined panel thickness window, and staying within that window is essential for performance.
Self-clinching fasteners require a clean, round hole of a precise diameter — the installation hole diameter is tighter in tolerance than the typical drill tolerance, usually specified to ±0.05mm or better. Punched holes are strongly preferred over drilled holes for production self-clinching installations because punching produces a clean, accurately sized hole consistently at high production rates, with no burr on the punch entry side (the side the fastener clinches from) when the punch and die clearance is correctly set. Drilled holes can be used for prototype and low-volume work but require deburring on both faces and careful diameter control to ensure they fall within the tight tolerance window the fastener requires. Laser-cut holes are increasingly common and produce excellent diameter accuracy, but may have a slight heat-affected zone at the cut edge that reduces the ductility of the material at the hole wall — verify with installation testing before committing to laser-cut holes for production self-clinching applications.
Self-clinching fasteners are installed using a flat, smooth installation anvil — either in a bench press, arbor press, C-frame press, or production punch press — that applies a squeezing force perpendicular to the panel surface. The anvil contacts the fastener head while the panel rests on a flat support surface with the fastener shank protruding through the prepared hole. As the press closes, the fastener is driven into the sheet and the clinching ring deforms the sheet material into the undercut groove in a single smooth stroke.
The installation force required depends on the fastener type, thread size, sheet material, and sheet thickness. Typical installation forces range from approximately 1 kN for small M2 clinch nuts in thin aluminum up to 40–60 kN for large M10–M12 clinch studs in steel sheet. These forces are well within the capacity of standard bench arbor presses for small sizes, but larger sizes require a properly rated C-frame or hydraulic press. The installation must be performed with the anvil and support surface parallel — any angular deviation causes the fastener to install at a tilt, misaligning the thread axis and reducing pull-out strength.
In high-volume sheet metal fabrication — server rack manufacturing, automotive body component production, and electronics enclosure fabrication — self-clinching fasteners are installed automatically using dedicated feed-and-insert machines or insertion modules integrated into punch press tooling. Automatic insertion machines use bowl feeders or tape-and-reel packaging to orient and feed individual fasteners to the insertion head at rates of hundreds of parts per minute, with vision or force monitoring systems to detect misloaded or missing fasteners and reject panels with installation defects before they proceed further in the assembly process. Some punch press manufacturers offer self-clinching insertion tooling that installs fasteners in the same press stroke as the hole punching operation, eliminating a separate insertion step entirely and achieving zero additional cycle time for fastener installation.
For flexible production environments handling multiple product types, robotic self-clinching installation systems using collaborative robots (cobots) equipped with insertion end-effectors are growing in adoption. These systems can be programmed for different fastener types and panel layouts without dedicated hard tooling, providing the installation consistency of automated equipment with the flexibility of manual operation — a compelling combination for contract sheet metal fabricators handling high-mix, medium-volume work.
Self-clinching fastener performance is characterized by three load values that together define the fastener's resistance to the forces it will experience in service. Understanding what each value means and how it relates to the application's loading conditions is essential for verifying that a self-clinching fastener is adequate for the joint design.
These rated values are specified by manufacturers at a defined installation force on a specified sheet material and thickness. Installing at lower than the specified installation force — due to an underpowered press or an operator stopping the stroke early — produces installed fasteners with significantly lower actual performance than the published ratings. This is why force monitoring on automated insertion equipment is not a luxury but a quality requirement for any application where the joint loading approaches a meaningful fraction of the published performance values.
Self-clinching fasteners compete with weld nuts and blind rivet nuts in many sheet metal applications, and the right choice depends on the specific combination of sheet material, thickness, production volume, surface finish requirements, and assembly access constraints. No single technology is universally superior — each wins in specific contexts.
Weld nuts offer the highest joint strength and are unaffected by sheet hardness, but require welding access from one or both sides, introduce heat that can distort thin panels and damage nearby coatings, require post-weld cleaning and often re-finishing of the weld zone, and add the cost of qualified welding operations. They are the correct choice for thick structural steel applications where joint strength requirements exceed what press-in fasteners can provide, and for materials where self-clinching is not feasible. Blind rivet nuts can be installed with only one-sided access using simple hand or pneumatic tools without a press, making them more versatile for field installation and retrofit applications, but they rely on a separate setting tool and leave an external flange that protrudes from the panel face — less clean than a flush self-clinching installation.
Self-clinching fasteners win when production volume justifies press tooling, when panel surface finish must be maintained on both faces (no weld spatter, no external flange), when the sheet material is soft enough to allow clinching, and when the installation can be performed before the panel is coated or assembled. They produce a cleaner, more professional installation than rivnuts at equivalent load ratings in steel and aluminum sheet, and the absence of any separate tool engagement thread means there is no mandrel damage to manage and no thread engagement depth limitation from the setting tool. For high-volume sheet metal enclosure production — server chassis, electrical cabinets, automotive brackets, and medical equipment housings — self-clinching fasteners installed by automated equipment are typically the lowest total cost per joint once volume justifies the tooling investment.
Ordering self-clinching fasteners without a complete specification is a reliable path to receiving the wrong product — the combination of fastener type, thread size, sheet thickness, and material options available within a single manufacturer's range runs to hundreds of individual part numbers, and catalog descriptions that appear similar can differ in critical dimensional details. A complete specification includes all of the following parameters.






")
")
")

Copyright © Steady Industrial Fasteners Co., Ltd. All Rights Reserved China Blind Rivet Nuts Manufacturers Self-Clinching Factory
