


We welcome you to contact us, STEADY not only your reliable supplier, but also your turstworthy business partner.
 +(86)-133 8863 9264
+(86)-133 8863 9264

May 13,2026
Content
A ring groove rivet — also known as a grooved shank rivet, annular groove rivet, or lock groove rivet depending on the manufacturer and application — is a high-strength fastener characterized by a series of circumferential grooves machined or rolled around the shank of the rivet body. When the rivet is installed, a collar or sleeve is swaged into these annular grooves under controlled hydraulic or pneumatic force, creating a mechanically locked joint that develops exceptional tensile and shear strength far exceeding that of conventional solid or blind rivets of equivalent size. The interlocking of the collar material into the grooves distributes the clamping load evenly around the rivet shank, preventing the collar from backing off under vibration, dynamic loading, or thermal cycling — the primary failure modes that plague threaded fasteners in demanding structural applications.
Ring groove rivets belong to the broader family of swaged collar fastening systems, which also includes lockbolts and Huck-type fasteners. What distinguishes a ring groove rivet specifically is its rivet-like head geometry (flush or protruding head, similar to a conventional solid rivet) combined with the grooved shank locking mechanism. The installation process is entirely different from driving a conventional rivet with a bucking bar — ring groove rivet installation uses a dedicated hydraulic or pneumatic installation tool that pulls the rivet into the work and simultaneously swages the collar into the grooves in a single controlled cycle. Access to only one side of the joint is required for some ring groove rivet designs, while others require access to both sides for collar placement.
These fasteners are specified wherever joints must withstand high shear loads, tensile pull-out forces, severe vibration, fatigue loading, or environmental exposure that would compromise the integrity of conventional riveted or bolted connections. Aerospace structures, railway rolling stock, heavy commercial vehicles, shipbuilding, construction equipment, and infrastructure applications are all major users of ring groove rivet technology. Understanding exactly how these fasteners work, what variants exist, and how to select and install them correctly is essential for structural engineers, assembly technicians, and procurement specialists working in these sectors.
A ring groove rivet assembly consists of two separate components that work together to create the finished fastened joint. Understanding what each component does and how its geometry contributes to joint performance is fundamental to correct specification and installation.
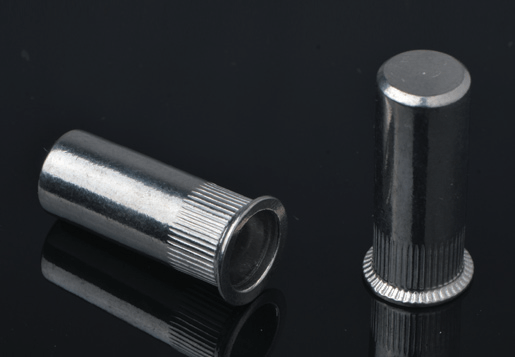
The rivet pin — sometimes called the rivet body or shank — is the primary structural element of the assembly. It consists of a head at one end (which bears against the outer surface of the joint stack on the installation side), a smooth shank section that passes through the drilled holes in the work material, and the grooved section where the collar is swaged. The annular grooves on the locking section are precisely machined or cold-rolled to consistent depth, pitch, and profile. The groove geometry — including groove depth, groove width, root radius, and flank angle — is engineered to achieve the target mechanical interlock with the collar while ensuring that the groove cross-sections do not excessively reduce the net cross-sectional area of the pin, which would reduce tensile and shear strength. Most ring groove rivet pins also include a break groove or pull groove at the tail end, used by the installation tool to develop the installation force and, in some designs, to break off the excess tail after swaging is complete.
The collar — also called the sleeve, locking collar, or swage collar — is a short cylindrical component placed over the tail of the rivet pin before installation. The collar's bore diameter is slightly larger than the pin shank diameter, allowing it to slide freely onto the pin before swaging. The collar material is softer than the pin material — selected to flow plastically into the annular grooves under the swaging force without cracking or springback. The collar's outer geometry includes a tapered or chamfered end that interfaces with the swaging anvil of the installation tool, ensuring the swaging force is applied consistently and uniformly around the collar circumference. After swaging, the collar material has flowed into the pin grooves to a depth and consistency that provides the specified mechanical interlock, and the excess collar material forms a controlled tail that provides a visual confirmation of correct installation.
The ring groove rivet category encompasses several design variants that differ in head style, groove geometry, installation method, and performance characteristics. Selecting the correct variant for an application requires understanding these differences.
Protruding head variants — with round, pan, truss, or hex head geometries — provide the largest bearing area under the head, distributing the clamping load over the greatest possible area on the joint surface. This makes them the preferred choice for joints involving thin sheet materials, composites, or materials with limited bearing strength where a flush head would create unacceptably high bearing stresses. Protruding head ring groove rivets are easier to inspect visually after installation because the head geometry is clearly visible, and they are generally simpler to install because they do not require precise countersink preparation of the work material.
Flush head or countersunk ring groove rivets are installed into a countersunk hole so that the installed rivet head is flush with or slightly below the surface of the joint material. This head style is essential in aerospace structures, vehicle body panels, and any application where aerodynamic smoothness, aesthetic appearance, or clearance constraints prevent the use of a protruding head. Countersunk ring groove rivets require precise countersink preparation — the countersink diameter, depth, and angle must match the rivet head geometry to ensure full bearing contact and avoid stress concentrations at the head-to-material interface. Standard countersink angles for ring groove rivets are 100° for aerospace applications and 90° for general industrial use, though other angles are available for specific applications.
Pull-type ring groove rivets (similar in installation concept to pull-type lockbolts) have an extended pintail beyond the grooved locking section that the installation tool grips to develop the swaging force. After the collar is fully swaged, the pintail breaks off at a precisely engineered break groove, leaving a flush or near-flush tail. Stump-type ring groove rivets have no pintail — they are used in confined spaces where the pintail of a pull-type fastener would interfere with adjacent structure, or where the tail breakoff could create debris problems. Stump-type installation requires access to both sides of the joint — the rivet is held from the head side while the collar is swaged from the tail side using a squeezing tool rather than a pull-type installation gun.
Some ring groove rivet designs use a single wide groove or a small number of deep grooves, while others use a larger number of shallow grooves distributed along a longer locking section. Multi-groove designs distribute the collar-to-pin interlock load over a greater length of the pin shank, which improves the fatigue performance of the fastener under cyclic loading by reducing stress concentration at any single groove. Single or double groove designs with deeper grooves can provide higher peak mechanical interlock strength in a shorter locking length, which is advantageous when joint stack thickness is limited. The specific groove geometry is proprietary to each fastener manufacturer and is optimized for the intended application range.
The selection of pin and collar materials for ring groove rivets must balance mechanical performance requirements with corrosion resistance, weight, and material compatibility with the joint substrates. The table below summarizes the most commonly used material combinations and their primary application areas:
| Pin Material | Collar Material | Tensile Strength Range | Primary Application |
| Alloy Steel (Grade 8/10.9) | Carbon Steel / Alloy Steel | 800–1,200 MPa | Heavy vehicles, construction equipment, bridges |
| Stainless Steel (A2/A4) | Stainless Steel | 500–800 MPa | Marine, chemical, food processing environments |
| Titanium Alloy (Ti-6Al-4V) | Titanium / Aluminum | 900–1,100 MPa | Aerospace primary structure, weight-critical joints |
| Aluminum Alloy (2024, 7075) | Aluminum Alloy | 300–480 MPa | Aerospace secondary structure, lightweight assemblies |
| Monel (Ni-Cu Alloy) | Monel / Stainless Steel | 550–750 MPa | Naval, offshore, saltwater-immersed structures |
| Carbon Steel (Zinc Plated) | Carbon Steel (Zinc Plated) | 600–900 MPa | General industrial, railway, structural steelwork |
Material compatibility between the rivet pin, collar, and the joint substrate materials must always be considered when specifying ring groove rivets. Galvanic corrosion can occur when dissimilar metals are in contact in the presence of an electrolyte — for example, steel rivets in aluminum structure in a marine environment. In such cases, isolating sleeves, sealants, or surface treatments are applied to prevent galvanic couples, or an alternative fastener material such as titanium (which is compatible with both aluminum and carbon fiber composite) is specified instead.

Understanding where ring groove rivets fit in the broader fastener landscape helps engineers make well-informed choices when evaluating alternatives for demanding joint applications.
Correct installation of ring groove rivets is essential to achieving the specified joint strength and fatigue performance. Unlike conventional rivets where installation quality depends heavily on the skill of the installer, ring groove rivet installation is a more controlled process — but it still requires proper hole preparation, correct tooling, and adherence to the installation procedure.
The drilled hole diameter must match the rivet pin diameter within the specified tolerance — typically H11 or H12 fit for most ring groove rivet applications. A hole that is too small will prevent the rivet from being inserted, while a hole that is too large reduces the bearing area, increases hole elongation under shear load, and reduces fatigue life by allowing pin movement within the hole. For countersunk head variants, the countersink must be prepared to the correct diameter, depth, and angle using a piloted countersink cutter to ensure the head seats fully and evenly. Burrs on the hole entry and exit must be removed before rivet insertion to prevent interference with correct seating of the rivet head and collar.
The rivet pin is inserted through the prepared hole from the head side of the joint. For pull-type ring groove rivets with a pintail, the pintail protrudes from the back face of the joint and the collar is placed over the pintail and slid down to contact the back face of the joint material. The installation tool's nosepiece is then placed over the pintail and the tool is actuated to begin the installation cycle. For stump-type rivets, the rivet is held in position from the head side while the collar is placed on the tail and a separate squeezer tool is positioned from the back side.
When the installation tool is actuated, it first pulls the pintail to draw the rivet head tightly against the joint surface, eliminating any gaps in the joint stack and developing the specified clamp-up force. As the pulling force continues to increase, the swaging anvil in the tool nosepiece moves axially over the collar, forcing the collar material radially inward into the annular grooves of the pin. The swaging continues until the collar is fully seated and the collar material has flowed into all grooves to the required depth, at which point the installation force reaches the pintail break load and the pintail fractures cleanly at the engineered break groove. The entire installation cycle typically takes 2–4 seconds with a hydraulic installation tool operating at the correct pressure and flow settings.
After installation, each ring groove rivet should be visually inspected to confirm correct installation. Key inspection criteria include full seating of the rivet head against the joint surface with no rocking or gap, correct collar fill — the swaged collar should completely fill the available groove volume with no visible under-fill or cracking, the pintail break should be clean and at the correct location (not below the collar top surface), and the collar tail length should be within the specified range. Many ring groove rivet systems are designed so that the installed collar geometry provides a direct visual confirmation — if the collar is correctly swaged, the tail geometry is immediately recognizable as correct to a trained inspector, providing a fast and reliable go/no-go quality check on each fastener without requiring measurement tools.
Ring groove rivets deliver their greatest advantages in specific application environments where their combination of high strength, vibration resistance, and installation consistency provides compelling benefits over alternative fastener types.
Correctly specifying ring groove rivets for a new application or a replacement procurement requires assembling a complete set of information about the joint requirements and matching that information to the available product range. The following parameters must be defined before a ring groove rivet can be correctly specified:
Major manufacturers of ring groove rivets and grooved shank fasteners include Arconic (formerly Alcoa Fastening Systems), Stanley Engineered Fastening (Huck), LISI Aerospace, SPS Technologies, and Gesipa. Each manufacturer offers application engineering support and can assist in translating joint performance requirements into the correct fastener specification — engaging their technical teams early in the design process is strongly recommended for new applications or unusual operating conditions.






")
")
")

Copyright © Steady Industrial Fasteners Co., Ltd. All Rights Reserved China Blind Rivet Nuts Manufacturers Self-Clinching Factory


 EN
EN  English
English русский
русский 한국어
한국어 عربى
عربى Türk
Türk