
 EN
EN  English
English русский
русский 한국어
한국어 عربى
عربى Türk
Türk
Home / News / How does the setting process of an open-end rivet differ from that of a sealed or closed-end blind rivet?



We welcome you to contact us, STEADY not only your reliable supplier, but also your turstworthy business partner.
 +(86)-133 8863 9264
+(86)-133 8863 9264

Nov 05,2025
Blind rivets are indispensable fasteners in countless industries, offering a reliable joining solution when access is limited to only one side of the workpiece. While the fundamental principle of blind riveting involves pulling a mandrel through a rivet body to create a blind-side upset, significant differences emerge when comparing the setting process of open-end rivets to their sealed or closed-end counterparts. Understanding these distinctions is crucial for selecting the appropriate fastener for specific applications, particularly when considering factors like joint integrity, material compatibility, and environmental exposure.
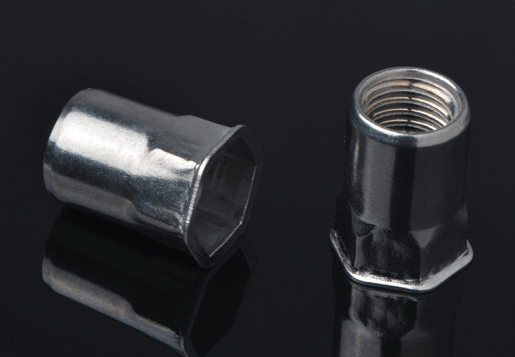
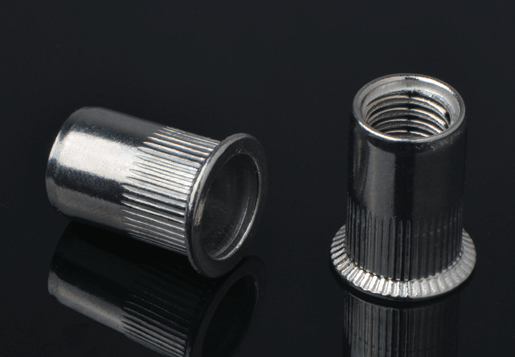
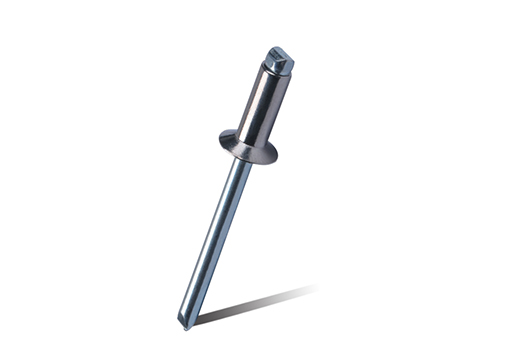
The Steel Open Type Blind Rivet represents the most common and arguably the simplest form of blind rivet. Its design features a hollow rivet body, open at both ends, and a pre-assembled mandrel that extends through the center.
The Setting Process for an Open-End Rivet:
Insertion: The rivet body, with the mandrel still intact, is inserted into a pre-drilled hole that passes through the materials to be joined.
Tool Engagement: A riveting tool (manual, pneumatic, or battery-operated) grips the mandrel.
Mandrel Pull: As the tool is actuated, it pulls the mandrel through the rivet body from the head side.
Body Expansion and Upset: The mandrel's pre-formed head (or "bulb") is drawn into the blind-side end of the rivet body. This action causes the rivet body to expand radially and flare outwards, forming a secure "upset" or "blind head" against the blind-side material.
Mandrel Breakage: Once a predetermined tensile load is reached, the mandrel is designed to break off at a specific "break-neck" groove, leaving its head captured within the expanded rivet body.
Final Joint: The remaining rivet body and the captured mandrel head create a strong mechanical joint, clamping the workpieces together.
Key Characteristics of the Open-End Setting Process:
Residual Hole: A defining characteristic is the residual hole through the center of the rivet body where the mandrel once passed. This makes open-end rivets generally non-watertight.
Cost-Effectiveness: The simpler design and manufacturing process often make Steel Open Type Blind Rivets more economical.
Broad Application: Suitable for general-purpose fastening where hermetic sealing is not a critical requirement.
Visual Confirmation: The broken mandrel stem provides a clear visual indicator of successful installation.
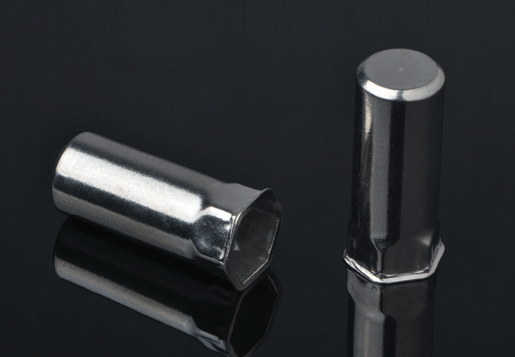
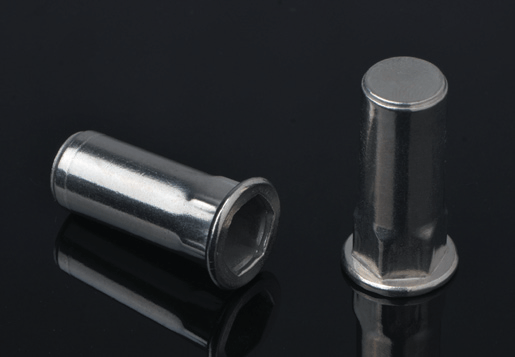
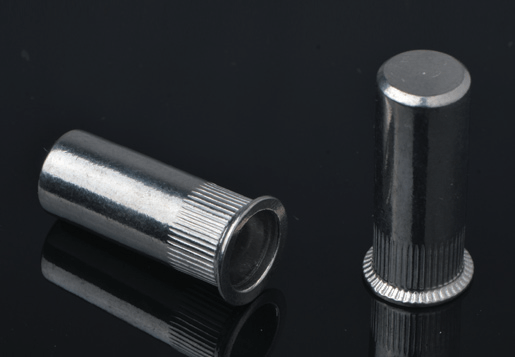
Sealed, or closed-end, blind rivets are engineered for applications demanding a completely sealed joint, protecting against the ingress of liquids, gases, or contaminants. Their design incorporates a closed end on the blind side of the rivet body, creating a continuous shell.
The Setting Process for a Sealed Rivet:
Insertion: Similar to open-end rivets, the sealed rivet is inserted into the prepared hole.
Tool Engagement: The riveting tool grips the mandrel.
Mandrel Pull and Body Expansion: As the mandrel is pulled, its head draws into the rivet body, causing expansion and the formation of a blind-side upset. This initial phase is functionally similar to the open-end rivet.
Mandrel Retention and Sealing: Crucially, the mandrel head is fully encapsulated within the rivet body as the body expands. The closed end of the rivet remains intact, forming a solid plug that completely seals the joint.
Mandrel Breakage: The mandrel breaks at its designated break-neck. Unlike open-end rivets, the mandrel head does not exit the rivet body but is fully retained within the now sealed cavity.
Final Joint: The result is a mechanically strong joint with an integral seal, preventing leakage through the rivet itself.

Key Characteristics of the Sealed Rivet Setting Process:
Hermetic Seal: The primary advantage is the creation of a leak-proof joint, making them ideal for pressure vessels, fuel tanks, and marine applications.
Enhanced Shear Strength: The fully retained mandrel often contributes to higher shear strength compared to open-end rivets, as the rivet body is completely filled.
Prevents Contaminant Entry: The sealed design prevents debris or moisture from entering the joint or the interior of the assembly.
Higher Cost: The more complex design and manufacturing typically result in a higher unit cost.
Limited Head Types: While versatile, the sealed design might slightly limit the range of available head styles compared to open-end types.
The choice between an open-end and a sealed blind rivet hinges on the specific demands of the application:
For general fabrication, structural applications where a moderate level of strength is needed, and where sealing is not a concern, the Steel Open Type Blind Rivet is an excellent, cost-effective choice. Its ease of installation and widespread availability make it a go-to fastener.
When a watertight or airtight seal is paramount, or when maximum shear strength and protection against internal contamination are required, the sealed blind rivet is the superior option.
In summary, while both types of blind rivets leverage the principle of creating a blind-side upset by pulling a mandrel, the critical difference lies in the ultimate state of the rivet body. The open-end rivet leaves a through-hole, prioritizing simplicity and economy, while the sealed rivet fully encapsulates the mandrel and maintains its closed end, prioritizing hermetic sealing and enhanced integrity. Understanding these nuanced setting processes empowers engineers and manufacturers to select the optimal blind riveting solution for their diverse fastening challenges.






")
")
")

Copyright © Steady Industrial Fasteners Co., Ltd. All Rights Reserved China Blind Rivet Nuts Manufacturers Self-Clinching Factory
