
 EN
EN  English
English русский
русский 한국어
한국어 عربى
عربى Türk
Türk
Home / News / Blind Rivet Nuts: What They Are, How to Install Them Correctly, and Which Type to Choose



We welcome you to contact us, STEADY not only your reliable supplier, but also your turstworthy business partner.
 +(86)-133 8863 9264
+(86)-133 8863 9264

Mar 25,2026
Content
Blind rivet nuts — also called rivnuts, threaded inserts, blind threaded inserts, or nutserts — are thin-walled cylindrical fasteners with an internal thread that are installed into a pre-drilled hole from one side only, without any access to the back face of the material. Once installed, they provide a strong, permanent threaded connection point in materials that are too thin to hold a useful thread on their own, materials where tapping would not provide adequate pull-out strength, or assemblies where the back of the panel is completely inaccessible after fabrication.
The installation principle is straightforward but mechanically elegant: the rivnut is inserted through the hole with its threaded body protruding on the accessible side. A setting tool engages the internal thread and pulls the stem while holding the flange, causing the unthreaded rear section of the body to collapse and deform outward into a bulge that clamps both sides of the material between the bulge and the flange. The result is a clinched, non-rotating threaded fastener that is permanently anchored in the hole. The installed rivnut can then accept a standard bolt or screw from the accessible side, effectively creating a nut in a place where no nut could otherwise be held.
The engineering value of blind rivet nuts is most apparent in sheet metal fabrication, where thin steel and aluminum panels need secure threaded connections for covers, brackets, handles, and equipment mounting without welding nuts or using cage nuts that require access to both sides. They are equally valuable in composite panels, hollow extrusions, plastic enclosures, and any structure where the combination of one-sided access and strong thread engagement would otherwise require a redesign. A well-installed blind rivet nut in 2mm steel sheet can provide pull-out loads of 3,000–7,000 N and strip torque resistance of 4–25 N·m depending on the thread size and material — performance that welded nuts can achieve but that no conventional tapped thread in thin sheet can approach.
Blind rivet nuts are manufactured in several head configurations and body profiles that affect how the installed fastener sits relative to the panel surface, how much torque it can resist before spinning, and what panel thickness range it can accommodate. Selecting the correct body style is as important as selecting the correct material and thread size — using a flat-head rivnut where a countersunk head is required, or a smooth-body style where a knurled body is needed to prevent rotation, produces an installation that fails to meet the design requirement regardless of how precisely it was set.
The flat head (also called a large flange or standard flange) is the most common rivnut head style. The flange diameter is larger than the hole diameter, sitting proud of the panel surface and bearing against it to distribute the clamping load. Flat head rivnuts are used where the installed fastener head does not need to be flush with the surface — on the inside of enclosures, on structural brackets, and in concealed mounting applications. The large flange diameter provides good bearing area against the panel material, which is important in softer materials like aluminum sheet and plastic where a small flange might pull through the hole under high bolt loads.
Countersunk blind rivet nuts have an angled flange designed to sit flush with or below the panel surface when installed in a countersunk hole. This creates a completely flush surface after installation, which is essential in aerodynamic surfaces, sliding mechanisms, decorative panels, and any assembly where a protruding fastener head would be functionally or aesthetically unacceptable. The countersunk angle is typically 90° or 120°, matching standard countersink drill geometries. Countersunk rivnuts require an additional countersinking operation on the hole before installation, adding a process step, but the resulting flush installation is often the only acceptable solution for the application requirements.
Reduced-head blind rivet nuts have a smaller flange diameter than standard flat-head designs, allowing installation in locations where space between the hole and an adjacent feature is limited — near panel edges, close to weld seams, or in channels where a full-size flange would not physically fit. The reduced bearing area of the smaller flange means lower pull-through load capacity in soft materials, so reduced-head variants are best suited to harder materials like steel sheet where the flange bearing stress is lower relative to material yield strength. Some applications also use a knurled or hexagonal outer body profile in combination with reduced heads to prevent rotation under torque, compensating for the reduced flange grip of the smaller diameter.
Blind rivet nuts are manufactured in four primary material families, each suited to different base material combinations, environmental exposures, and load requirements. The choice of rivnut material must account not only for the mechanical requirements of the joint but also for galvanic compatibility with the parent material — installing a steel rivnut in an aluminum panel in a marine environment creates a galvanic cell that will destroy the surrounding aluminum within months.
| Material | Pull-Out Strength | Corrosion Resistance | Compatible Parent Materials | Best Applications |
|---|---|---|---|---|
| Steel (zinc plated) | Highest | Moderate (indoor/dry) | Steel, iron, hard plastics | Industrial enclosures, machinery, vehicles |
| Aluminum | Moderate | Good (outdoor) | Aluminum sheet, thin composites | Aerospace panels, marine fittings, EV bodies |
| Stainless Steel (A2/A4) | High | Excellent | Steel, stainless, aluminum (with isolator) | Marine, food processing, outdoor equipment |
| Brass | Moderate–High | Very Good | Plastics, PCBs, non-ferrous panels | Electronics enclosures, plumbing fixtures |
Steel rivnuts with zinc electroplating are the most widely used and offer the highest absolute pull-out and torque values, making them the default choice for structural steel sheet applications in sheltered or dry indoor environments. The zinc plating provides moderate corrosion protection adequate for indoor industrial equipment but insufficient for prolonged outdoor or coastal exposure. For outdoor applications on steel structures, stainless steel A2 (304) or A4 (316) rivnuts provide the necessary corrosion resistance — A4 grade in chloride-heavy marine environments, where A2 would be at risk of crevice corrosion under the installed flange.
Aluminum rivnuts in aluminum parent material are the galvanically ideal choice for aluminum structures and panels. Their lower yield strength compared to steel means they produce a softer bulge on installation, which can be beneficial in thin or fragile parent materials where the installation force of a steel rivnut would distort the hole zone. Aluminum rivnuts should not be used where the clamping bolt will be a high-strength steel fastener torqued to values that exceed the thread strip torque of the softer aluminum insert — in such cases a steel or stainless steel rivnut is required, with appropriate galvanic isolation measures for the aluminum panel.
Blind rivet nuts are available in metric thread sizes from M3 through M16 and in unified thread sizes from 6-32 UNC through 3/8-16 UNC, covering the full range of fastener sizes used in light sheet metal through medium structural applications. The grip range — the range of parent material thicknesses the rivnut can accommodate — is equally important as the thread size, because a rivnut installed in material outside its grip range will either not form a proper bulge (too thick) or over-deform and split the body (too thin).
Each rivnut model is designed for a specific grip range, typically spanning 1.5–4mm of material thickness variation within a single part number. A rivnut specified for a grip range of 0.5–3.0mm will install correctly in any sheet metal or panel within that thickness range, forming a consistent bulge that provides full rated clamping load. Installing a 0.5–3.0mm grip range rivnut into 4mm material is a common field error that produces an installation where the body has not deformed enough to grip the back face of the material — the rivnut will spin or pull out under very low loads.
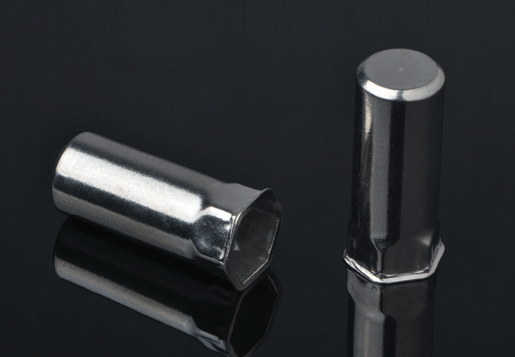
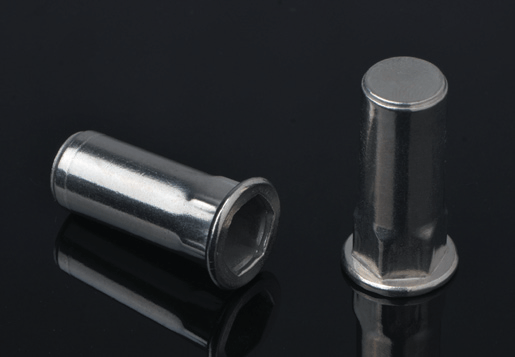
Standard open-end rivnuts have a through-threaded body that is open at both the flange end and the protruding (blind) end. This allows any length of bolt to pass through the installed insert, but also means that fluids, gases, and contaminants can pass through the rivet nut body in both directions. In applications requiring fluid or pressure sealing at the fastener location — pressurized enclosures, outdoor equipment, fluid-containing panels — closed-end rivnuts with a sealed blind end must be specified. Closed-end designs have the same external geometry and installation method as open-end designs but block the passage of fluid through the insert body, maintaining the integrity of any gasket or sealant at the joint interface without requiring additional sealing measures at the fastener hole.
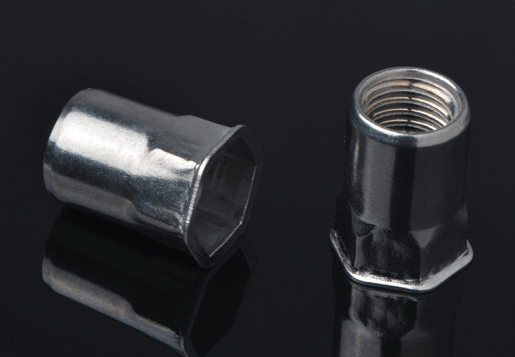
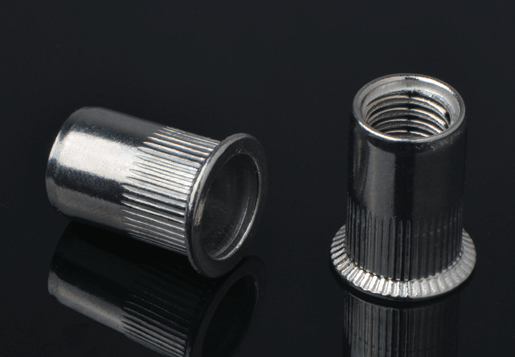
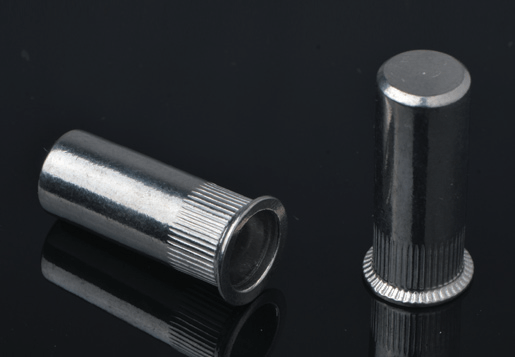
Standard smooth-body blind rivet nuts rely on friction between the deformed body bulge and the panel material to resist rotation when the mating bolt is tightened or removed. In soft materials — thin aluminum, plastics, and composite panels — this frictional resistance may be insufficient, causing the rivnut to spin in the hole rather than allowing the bolt to be tightened or removed. Knurled-body rivnuts have longitudinal serrations or a knurled pattern on the outer body surface that cuts into the hole wall during installation, providing a positive mechanical anti-rotation lock independent of the clamping friction. Knurled rivnuts are the correct specification for any application where the parent material is soft enough to allow spinning under moderate torque, or where the bolt will be frequently removed and reinstalled over the product's life.

Correct installation of blind rivet nuts requires a setting tool that can apply the precise combination of pull force and stroke required to form the bulge without over-setting or under-setting the body. Using the wrong tool — or using the correct tool incorrectly — is the single most common cause of weak or failed rivnut installations. The tool selection depends on the thread size being installed, the production volume, and the accessibility of the installation location.
Manual rivnut setting tools use a two-handle scissor or lever mechanism to generate the pull force on the mandrel thread, forming the bulge through mechanical leverage. They are low cost, require no power source, and are suitable for occasional use or field repair work on small thread sizes — typically M3 to M8. The limitation of manual tools is operator fatigue and inconsistency in high-volume production, where the installation force varies between operators and over the course of a shift. For M10 and larger sizes, the pull force required exceeds what most operators can reliably generate with a manual tool, making pneumatic or battery-powered tools necessary.
Pneumatic rivnut setting tools use compressed air to drive a piston that applies the required pull force on the threaded mandrel, then reverses to release the mandrel and eject the set insert. They deliver consistent installation force regardless of operator fatigue or variation, making them the standard choice for production line use where hundreds or thousands of rivnuts are installed per shift. Pneumatic tools are available with adjustable pull force and stroke settings that can be calibrated for specific rivnut sizes and materials, ensuring consistent installation quality across the full production run. Hydraulic tools are used for the largest sizes (M12–M16) where pneumatic pressure alone is insufficient to generate the required setting load of 15–25 kN.
Battery-powered rivnut installation tools have grown in market share significantly as lithium-ion battery technology has made cordless tools powerful enough to install M8–M12 rivnuts with consistent force and without the airline dependency of pneumatic tools. Cordless tools are ideal for on-site installation work, field service operations, and production environments where compressed air is not available or where tool mobility is important. Leading manufacturers including Stanley Engineered Fastening (POP brand), Gesipa, and Böllhoff offer cordless rivnut tools with torque and stroke settings adjustable through the tool's interface, providing comparable installation consistency to pneumatic tools for the sizes within their capacity range.
A correctly installed blind rivet nut requires precise execution at each step — hole preparation, rivnut selection verification, setting tool calibration, and post-installation check. Shortcuts at any step produce joints that fail below their rated load capacity, and the failure mode — spinning in the hole or pulling through under load — is often not apparent until the joint is tested or fails in service.
Blind rivet nuts appear across an exceptionally wide range of industries and applications, unified by the common requirement for a strong threaded connection in a location where only one side of the parent material is accessible. Understanding the specific demands of each application context helps in selecting the correct rivnut variant — material, head style, body profile, and thread size — for reliable performance over the product's service life.
Automotive body panels, door frames, instrument panel carriers, battery enclosures in electric vehicles, and trailer bodies use blind rivet nuts extensively to attach brackets, trim pieces, cable management hardware, and mechanical components to thin sheet metal that cannot be welded after painting or that must accept and release components repeatedly over the vehicle's service life. Steel and stainless steel rivnuts in M5–M10 sizes are most common in automotive body applications, with aluminum rivnuts used in aluminum-intensive vehicle structures to avoid galvanic corrosion issues. The high production volumes in automotive manufacturing favor pneumatic and robotic setting tools that deliver consistent installation quality at rates of hundreds of rivnuts per hour.
Electrical cabinets, server racks, control panels, and electronic device housings use blind rivet nuts to provide attachment points for DIN rails, cable tray brackets, component mounting plates, and hinged doors in thin steel or aluminum enclosure panels. In these applications, the rivnut often serves as a captive nut replacement — eliminating the need for a separate loose nut on the inaccessible interior face of the enclosure panel. Brass rivnuts are preferred in applications involving PCB mounting or sensitive electronics where steel's magnetic properties could interfere with components, and where brass provides both corrosion resistance and excellent thread quality for the fine-pitch screws common in electronics assembly.
Aircraft interior panels, avionics equipment bays, helicopter tail booms, and unmanned aerial vehicle (UAV) airframes use blind rivet nuts in aluminum and stainless steel to provide threaded attachment points in thin-walled aluminum skins and composite panels where riveting would not provide thread engagement and welding is either impractical or structurally unacceptable. Aerospace applications specify rivnuts to NAS (National Aerospace Standard) or NASM specifications, with more stringent dimensional tolerances and testing requirements than commercial catalog products. Countersunk head variants are standard in aerodynamic surface applications to maintain smooth airflow over the panel surface.
Steel and aluminum tubular furniture frames, display shelving, partition systems, and architectural cladding panels use blind rivet nuts to attach hardware, connecting brackets, leveling feet, and structural connectors to hollow or thin-walled sections where threading the parent material would be insufficient and welding is impractical after powder coating or anodizing. The ability to install rivnuts after surface treatment is a significant manufacturing advantage — parts can be finished first, then fitted with rivnuts without damaging the surface, unlike welded nuts which must be installed before finishing and protected during the coating process.
Even with correct product specification, blind rivet nut installations fail when process variables are not controlled. The following problems account for the majority of field failures and production quality rejections, and each has a clear root cause and prevention measure.






")
")
")

Copyright © Steady Industrial Fasteners Co., Ltd. All Rights Reserved China Blind Rivet Nuts Manufacturers Self-Clinching Factory
